







Parallel Twin Screw and Barrel Design: Key Factors That Affect Output, Plasticizing, and Wear Resistance
Related news
-
Parallel Twin Screw and Barrel Design: Key Factors That Affect Output, Plasticizing, and Wear Resistance

-
Injection Molding Screw and Barrel Design Explained: Innovations for 2026
-
Twin Screw and Barrel Selection Guide: Top 10 Factors for 2026
-
Twin Screw and Barrel Upgrades to Reduce Wear and Improve Efficiency
-
Twin Screw and Barrel Optimization for WPC, SPC, and PVC Extrusion Lines





Parallel Twin Screw and Barrel Design: Key Factors That Affect Output, Plasticizing, and Wear Resistance





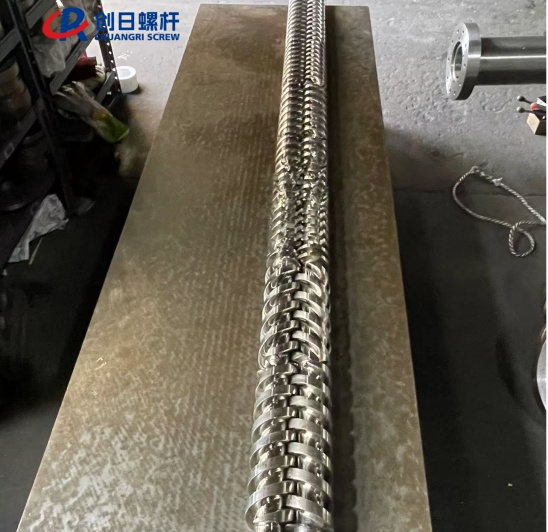
A parallel twin screw and barrel is a critical system inside an extruder, controlling how plastic is fed, compressed, melted, mixed, and discharged. For producers of PVC pipes, profiles, pellets, or recycled compounds, optimal design improves output, plasticizing, and wear resistance, whereas poor design causes unstable feeding, high energy use, and downtime. B2B buyers must look beyond diameter and price, matching the solution to their material formula, filler level, output target, and processing temperature.
What Is a Parallel Twin Screw and Barrel in Extrusion?
A parallel twin screw and barrel has two screws of equal size over the full length. These screws turn inside a carefully cut barrel. They move, heat, blend, and control the plastic flow. Unlike basic moving parts, this setup has a direct impact on how steady production runs and how well the end product turns out.
In real extrusion work, the screw and barrel deal with resin, extras, fillers, reused stuff, and at times rough or harsh mixes. That explains why choices for design, materials, surface fixes, and cut precision all count.

How It Works in Feeding, Compression, Plasticizing, and Metering
The process splits into four main steps:
|
Stage |
Main Function |
Why It Matters |
|
Feeding |
Moves raw material into the screw channel |
Supports stable output |
|
Compression |
Compacts material and builds pressure |
Prepares material for melting |
|
Plasticizing |
Melts and mixes resin, fillers, and additives |
Improves melt uniformity |
|
Metering |
Delivers melt steadily to the die |
Supports dimensional stability |
A weak design in any step hurts the entire setup. For example, poor feeding cuts output. Meanwhile, too much squeezing can overheat PVC.
Parallel Twin Screw and Barrel vs. Conical Twin Screw and Barrel
A parallel twin screw and barrel keep a constant screw diameter across the processing length. This makes it suitable for stable output, consistent mixing, and applications that require controlled melt delivery.
A conical twin screw and barrel has changing screw diameters and is often used in certain PVC, WPC, SPC, and board applications. The better choice depends on the material formula, machine structure, product type, and production target. Instead of asking which structure is universally better, buyers should ask which design best fits their material and output requirements.
Key Parallel Twin Screw and Barrel Design Factors That Improve Output
To get more output, you must balance moving power, heating speed, and power steadiness. Raising speed without the right screw shape, L/D ratio, or gap leads to extra heat and quick damage.
Screw Diameter, L/D Ratio, and Processing Capacity
Size influences how much material passes through, if the motor and cooling can handle it. The L/D ratio sets how much length is open for work. CHUANGRI SCREW provides parallel twin screw options from Φ45/2 to Φ250/2, with L/D ratios of 18 to 40. These can be adjusted easily for PVC or high-filler jobs.
Compression Ratio and Zone Design for Different Materials
Squeezing affects pressure and heating. High-calcium PVC calls for a setup unlike standard PE to avoid breakdown. By shaping the feeding, squeezing, and control areas to fit the real mix, you get smoother runs with less tweaking.
How Parallel Twin Screw and Barrel Design Affects Plasticizing and Melt Quality
Plasticizing goes beyond just heating plastic. It creates an even melt with well-spread extras, steady heat, and smooth flow. Strong plasticizing shapes the product’s look, strength, color match, size accuracy, and waste level.
Controlled Shear, Mixing Efficiency, and Temperature Stability
Shear helps with heating and blending, but too much can harm heat-sensitive items like PVC. A solid parallel twin screw and barrel design sets up steady shear. As a result, the material heats well without getting too hot.
Various plastics need varied blending methods. PVC demands even thickening and a solid filler spread. PE and PP call for trustworthy moving and heating. Reused materials can differ in piece size, wetness, and dirt level. Tailored screw shapes can boost blending by changing pitch, channel depth, squeezing, and blend parts.
For making pellets, the Pelletizing Parallel Twin-Screw from CHUANGRI SCREW suits PE, PP, PVC, ABS, PS, PET, PA, POM, and PC, with sizes from 50mm to 350mm. Its nickel-based alloy and tungsten carbide alloy layers aid in better wear and rust protection for pellet jobs.
Reducing Scrap Through Better Plasticizing Performance
Bad plasticizing shows up as surface flaws, color shifts, uneven thickness, weak strength, or pressure swings. These cut good output even when the machine runs fast.
Stronger plasticizing lets makers gain:
- More stable melt temperature
- Better filler and additive dispersion
- Smoother product surface
- Lower scrap rate
- More consistent product dimensions
- Reduced operator adjustment during production
For production managers, the aim is not only faster machine speed. The true aim is more good output with steady quality.
Wear Resistance Factors in Parallel Twin Screw and Barrel Manufacturing
Wear ranks as one of the highest unseen costs in extrusion. When screw edges and barrel faces wear out, the gap grows. This cuts pressure steadiness, cuts heating performance, and drops output. In high-filler PVC, reused plastic, or rough mixes, wear protection turns into a key buy factor.
Material Selection for Abrasive and Corrosive Formulations
Picking materials should fit the work setting. Everyday materials may work for average wear spots, but high-filler or harsh mixes need tougher guards.
CHUANGRI SCREW materials cover choices like 38CrMoAlA, AISI 4140, D2, H13, 42CrMo, SKD61, CPM 10V, CPM 9V, CPM S90V, HASTELLOY C-276, and INCONEL, based on product and job needs. These let buyers choose a screw and barrel build to match real production spots, not just one material for all tasks.
Nitrided, Bimetallic, and Solid Carbide Solutions
Nitriding raises surface toughness and wear guard. It fits many standard extrusion jobs where rubbing and rust stay at medium levels.
For high-filler PVC, bimetallic options often fit better. The Bimetallic Twin-Screw from CHUANGRI SCREW uses alloy cover tech made for PVC with lots of calcium powder. The cover can go over the whole screw or target wear spots, which helps lengthen the use time in hard extrusion spots.
For tough wear spots, full carbide or advanced alloy covers may be needed. CHUANGRI SCREW offers Parallel Twin-Screw Barrel choices with Nitriding, Bimetallic, and Solid Carbide work, for sizes from 50mm to 800mm. This gives extrusion users more room when handling rough, harsh, or reused materials.
Applications and Custom Selection of Parallel Twin Screw and Barrel
Design starts with the job, since different mixes set the build and wear guard.
PVC Pipe, Profile, Recycling, and Pelletizing Applications
PVC pipe and profile extrusion requires stable feeding, controlled shear, good filler dispersion, and consistent melt pressure. Wear resistance is especially important when formulas contain calcium carbonate.
Recycling and pelletizing lines are more unpredictable. Recycled materials may vary in moisture, contamination, bulk density, and melting behavior. A wear-resistant parallel twin screw and barrel help convert variable raw material into more stable pellets while reducing downtime.
Granulation applications for PE, PP, ABS, PS, PET, PA, POM, and PC also require reliable conveying and mixing. Because each polymer has different melting behavior, the screw and barrel should be matched to the material family and output target.
When to Choose a Custom Parallel Twin Screw and Barrel Solution
Pick a custom option when:
- Output is unstable
- Filler content is high
- Recycled material is used
- Screw wear is frequent
- Melt quality is inconsistent
- Standard replacement parts cannot meet production needs
- The production line processes multiple materials
Customization can cover screw size, L/D ratio, squeezing ratio, material pick, surface fix, cover type, and area shape. The key goal is to fix real run issues, not just swap old parts for ones that look alike.
Why Work With CHUANGRI SCREW for Parallel Twin Screw and Barrel Solutions?
We aim to fix main run issues—uneven output, weak plasticizing, and short life—by fitting parts closely to your materials and aims.
Custom Design Based on Materials, Formulas, and Production Goals
We build solutions to fit your aims. We offer nitriding, bimetallic, and solid carbide picks to help balance cost and work performance.
In-House Manufacturing, Wear-Resistant Upgrades, and OEM/ODM Support
Our own making ensures tight quality checks in CNC cutting, heat work, and covering. We promise exact fit, evenness, and hardness. We also give OEM/ODM help and wear-tough upgrades for high-filler or rough mixing to boost full steadiness.
FAQ
Q: What is a parallel twin screw and barrel used for?
A: Used to convey, melt, mix, and meter plastics in PVC extrusion, recycling, pelletizing, and compounding.
Q: How does the parallel twin screw and barrel design affect output?
A: Output relies on screw diameter, L/D ratio, compression ratio, barrel clearance, torque stability, and material behavior.
Q: What materials are best for a wear-resistant parallel twin screw and barrel?
A: Nitrided steel for general use; bimetallic, solid carbide, or alloy-coated solutions for high-filler or abrasive materials.
Q: When should a parallel twin screw and barrel be replaced?
A: Replace when output drops, melt quality degrades, energy use increases, or clearance becomes excessive.
Q: Can a parallel twin screw and barrel be customized for different plastic formulas?
A: Yes, based on material formula, filler content, output target, machine model, and coating type.

 consult
consult
 WHATSAPP
WHATSAPP
 leave message
leave message
 top
top



